塑料与橡胶工业的高温电机——惠斯通如何以H级绝缘与水冷技术驱动挤出机核心部件
在塑料与橡胶制品的生产过程中,挤出机、注塑机、吹瓶机及压机等设备的核心动力来源于驱动螺杆旋转的高温电机。螺杆将塑料颗粒或橡胶胶料在料筒内加热熔融、混合、塑化,并推送至模头成型。在此过程中,料筒温度通常维持在180℃至300℃之间,电机虽非直接浸泡于高温物料中,但长期靠近热源,且承受螺杆在熔融物料中旋转的巨大反扭矩。普通电机在此类工况下,绝缘老化加速、轴承润滑失效、密封件硬化,故障频发。江苏惠斯通针对塑料与橡胶工业的特殊需求,开发了全系列高温电机,以H级C级绝缘体系、宽温域润滑系统及水冷强制风冷结构,为挤出机、注塑机等核心装备提供可靠动力。
一、塑料橡胶加工对高温电机的技术挑战
1. 连续重载与冲击负载:挤出机螺杆在启动及加料过程中,需克服固态物料与料筒壁的摩擦阻力,启动转矩可达额定转矩的2-3倍。电机需具备较高的过载能力。螺杆在熔融段、均化段承受的压力波动,使电机负载呈周期性变化,对动态响应有要求。
2. 高温环境与热传导:料筒加热区温度可达200-300℃,电机虽通常安装在料筒尾部或通过减速机连接,但热辐射和热传导仍使电机环境温度升高至60-100℃,轴承和绕组承受较大热应力。
3. 粉尘与油污:塑料加工中产生的粉尘(如粉料、添加剂)及橡胶加工中的油雾,对电机密封和轴承润滑构成威胁。
.png")
二、惠斯通高温电机的核心技术
1. H级C级耐高温绝缘体系:定子绕组采用H级(180℃)聚酰亚胺薄膜绕包线,槽绝缘及相间绝缘使用云母带复合材料,耐温等级可达180℃(可选C级200℃+)。配合真空压力浸渍工艺,无溶剂树脂填充绕组所有空隙,形成致密无气隙绝缘层。在华东某大型塑料管材厂的挤出机应用中,惠斯通电机在80℃环境温度下连续运行18个月,绕组温度控制在140℃以内,绝缘电阻保持在100MΩ以上。
2. 耐高温永磁体分级选配:150℃以下用N38UH高温钕铁硼;150-200℃用钐钴SmCo磁钢,居里温度700-800℃,200℃下磁通衰减小于5%。
3. PFPE高温润滑脂与宽温域轴承:轴承采用全氟聚醚基润滑脂,耐温可达300℃,蒸气压较低,不挥发、不碳化。选用C3C4大游隙轴承,预留热膨胀空间,在-40℃至+200℃宽温域下保持稳定。
4. 强制冷却与热管理:电机外壳设计高密度散热筋。对于连续重载应用,可选配强制风冷风扇(独立电源)或水冷夹套。在某吹瓶机应用中,采用水冷电机,冷却水流量15-25Lmin,电机外壳温度控制在70℃以下,绕组温度稳定在110℃以内。
5. 高精度控制与反馈:标配23位绝.对值编码器,可选耐高温旋转变压器。闭环矢量控制实现转速精度±0.1%,满足挤出机螺杆转速的精确调节需求。
6. 耐腐蚀密封与防护:轴伸端采用氟橡胶双唇密封,防止粉尘及油雾侵入。接线盒防护等级IP65IP66,可选316L不锈钢壳体。
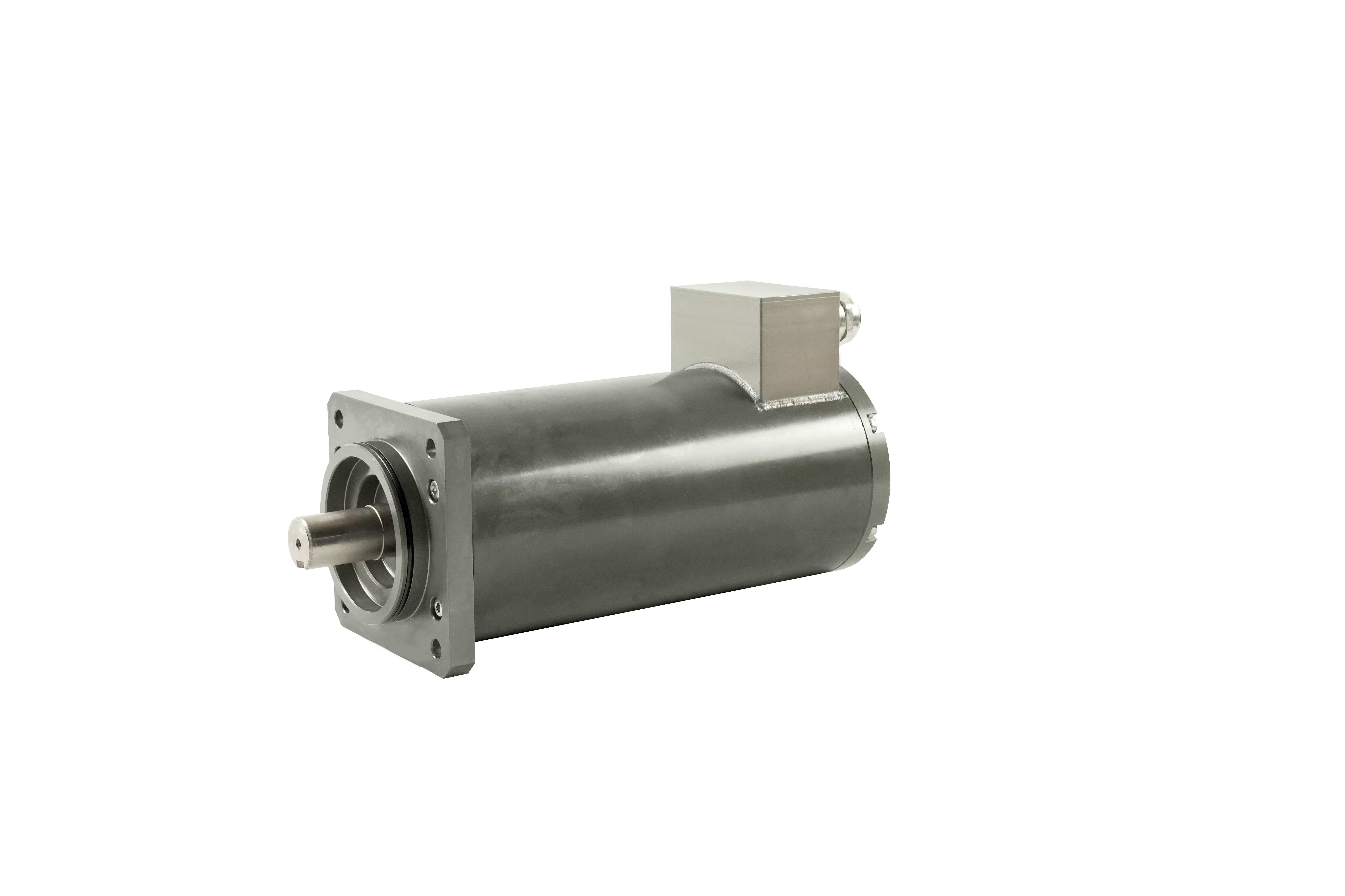
三、典型应用案例
案例一:华东某塑料管材厂——双螺杆挤出机主驱动电机:螺杆直径90mm,产量800kgh,料筒温度200-230℃。原电机运行1年后绕组绝缘下降至20MΩ。更换为惠斯通HT系列高温电机(55kW,H级绝缘,水冷,IP66)后,连续运行24个月,绝缘电阻稳定在200MΩ以上,电机表面温度85℃。
案例二:华南某橡胶密封件厂——销钉式冷喂料挤出机:胶料温度120℃,机头压力20MPa。原电机轴承每6个月卡滞一次。采用惠斯通电机(PFPE润滑脂,C3轴承,强制风冷)后,轴承已运行18个月无异常。
案例三:某注塑机配套企业——电动注塑机塑化电机:注塑量8000g,塑化速度需精.确控制。采用惠斯通伺服高温电机(15kW,23位编码器,水冷),塑化速度波动±0.5%,周期重复精度提高20%。
.png")
四、选型指南
设备类型 推荐系列 绝缘等级 冷却方式 关键配置
单螺杆挤出机 HT系列 H级 强制风冷 PFPE脂,C3轴承
双螺杆挤出机 HT-W系列 HC级 水冷(水夹套) 23位绝.对值编码器
注塑机(塑化) HT伺服系列 H级 水冷 高动态响应,总线通讯
吹瓶机 HT系列 H级 自然冷却+散热筋 氟橡胶密封
橡胶压延机 HT系列 H级 强制风冷 316L不锈钢壳体
惠斯通可提供基座80-400mm、功率5.5-315kW的高温电机定制,电压AC 380V690V1140V可选,安装法兰、轴伸长度按需定制。

五、结语
塑料与橡胶工业的挤出机、注塑机是生产线的“心脏”,而驱动螺杆的高温电机则是这颗心脏的“动力源泉”。从聚丙烯管材到硅橡胶密封圈,从PET瓶坯到轮胎胎面,惠斯通以HC级绝缘、PFPE润滑、水冷强化及耐腐蚀密封技术,为高分子材料加工行业提供适应高温、重载、连续运转的可靠驱动方案。
 18915029551
/
18961193390
/
18915807832
18915029551
/
18961193390
/
18915807832